¿Qué procesos de fabricación están involucrados en la producción? pernos de acero al carbono no estándar ?
Los procesos de fabricación involucrados en la producción de pernos de acero al carbono no estándar generalmente incluyen:
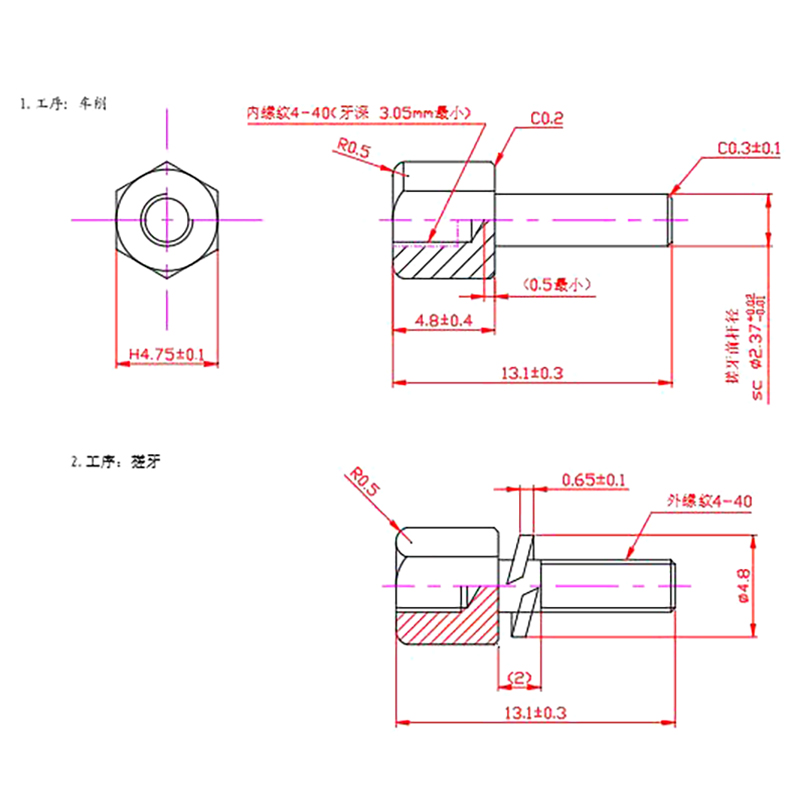
Trefilado: El proceso comienza con el trefilado de alambrón de acero al carbono a través de una serie de troqueles para reducir su diámetro y lograr el tamaño de alambre deseado. Este paso asegura uniformidad y consistencia en el diámetro del alambre.
Corte: Luego, el alambre trefilado se corta en longitudes apropiadas según las especificaciones de los pernos que se están produciendo. El corte de precisión garantiza que cada montante tenga un tamaño uniforme y cumpla con los requisitos dimensionales.
Encabezado: En este paso, los trozos de alambre cortados se calientan a una temperatura adecuada y luego se les da la forma de cabeza del perno usando una máquina de encabezamiento. La forma de la cabeza puede variar según los requisitos de diseño específicos de los montantes.
Laminado de roscas: A continuación, se crea la parte roscada del perno enrollando el alambre calentado y formado entre troqueles con perfiles de rosca coincidentes. Este proceso produce roscas exactas y precisas en los pernos, asegurando un acoplamiento adecuado con los componentes coincidentes.
Tratamiento térmico: algunos pernos de acero al carbono pueden someterse a un tratamiento térmico para mejorar sus propiedades mecánicas, como aumentar la dureza o mejorar la resistencia. Se pueden emplear procesos de tratamiento térmico como enfriamiento y revenido en función de las propiedades deseadas del producto final.
Tratamiento de superficie: Dependiendo de los requisitos de la aplicación, los montantes de acero al carbono no estándar pueden someterse a tratamientos de superficie, como revestimiento o enchapado, para mejorar la resistencia a la corrosión, mejorar la estética o proporcionar funcionalidad adicional.
¿Cuál es el proceso de instalación recomendado para montantes de acero al carbono no estándar?
Antes de la instalación, asegúrese de que las superficies de contacto estén limpias, libres de residuos y alineadas correctamente. Esta preparación ayuda a garantizar un contacto óptimo entre el perno y los componentes acoplados.
Si es necesario, taladre orificios guía en los componentes coincidentes para acomodar el diámetro del perno. El diámetro y la profundidad de los orificios piloto deben coincidir con las especificaciones proporcionadas para los montantes que se utilizan.
Inserte el pernos de acero al carbono no estándar en los orificios piloto preparados, asegurándose de que estén completamente asentados y alineados correctamente. Utilice una herramienta adecuada, como una llave inglesa o un destornillador para pernos, para apretar los pernos firmemente en su lugar.
Aplique el torque recomendado a los pernos usando una llave dinamométrica o una herramienta similar. Consulte las especificaciones del fabricante o las pautas de ingeniería para determinar los valores de torque apropiados para la aplicación específica.
Después de la instalación, verifique que los montantes estén bien sujetos y alineados correctamente. Verifique si hay signos de desalineación o acoplamiento inadecuado y realice los ajustes necesarios según sea necesario.
Realice una inspección final de los montantes instalados para asegurarse de que cumplan con los estándares y especificaciones requeridos. Verificar que el sistema de sujeción sea robusto y capaz de soportar las cargas y condiciones ambientales previstas.
Mantenga registros detallados del proceso de instalación, incluidos los valores de torsión, los resultados de la inspección y cualquier desviación de los procedimientos estándar.


 English
English русский
русский